薄壁管類淬硬零件止口和螺紋加工技巧
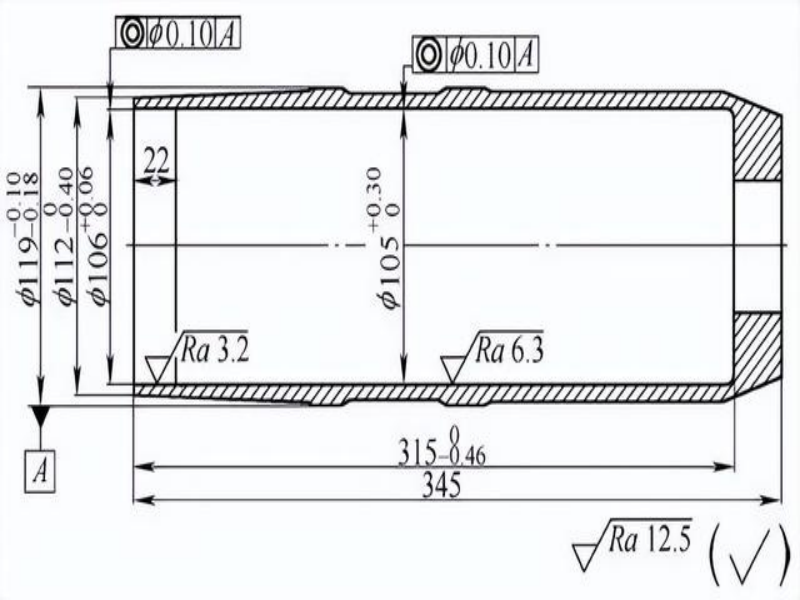
本操作法具體涉及一種薄壁管殼類淬硬件(見圖1-22)的加工方法。
(本篇選自《機械加工特色操作及實用案例》第一章(四)薄壁管類淬硬零件止口和螺紋的加工操作法)

圖1-22 薄壁管殼類淬硬件
背景技術:目前,筆者單位薄壁管殼類淬硬件使用35CrMnSiA鋼管類材料,粗加工后進行淬火處理,抗拉強度大于1100MPa。在使用數(shù)控車床批量生產(chǎn)過程中所使用的夾具裝置,采用開槽脹瓦式開口夾瓦夾緊裝置,對薄壁管殼淬硬件進行夾緊。在加工過程中,為了方便工件在夾具上的裝卸,夾瓦的內(nèi)徑尺寸和所裝夾工件的外徑尺寸同脹瓦的外徑尺寸與所裝夾的內(nèi)徑尺寸存在著一定間隙。由于液壓類氣動夾緊裝置的夾緊力較大,夾具的夾瓦和工件接觸面積小,夾緊力沒有均勻地作用在工件表面上,產(chǎn)生變形,使生產(chǎn)中薄壁管殼淬硬件產(chǎn)品的關鍵尺寸,在加工后經(jīng)常處在上、下極限尺寸或出現(xiàn)超差問題,還導致加工精度不高,質量不穩(wěn)定,廢品率較高。
操作法內(nèi)容:本操作法的目的是提供一種薄壁管殼類淬硬件的加工方法,不僅解決質量不穩(wěn)定、廢品率較高的問題,還解決薄壁管殼類淬硬件加工中出現(xiàn)的夾緊變形問題。
技術方案:一種薄壁管殼類淬硬件的加工方法具體包括以下步驟:
(1)下料或成形毛坯。本零件采用厚壁管料35CrMnSiA加工,若零件結構不宜采用厚壁管料加工,為避免材料浪費,對于零件不需要承受高過載,可采用薄壁管料收口工藝,管料頭部外徑局部成形,內(nèi)徑縮孔,滿足毛坯尺寸要求;若零件需承受一定高過載,其綜合力學性能有相應要求,則在能夠節(jié)約成本的前提下可考慮采用模鍛成形毛坯,但須根據(jù)產(chǎn)品設計要求提出相應的毛坯制作技術要求。
(2)臥式車床粗加工薄壁管殼類零件。粗加工內(nèi)外形,外形按成品尺寸留余量2.5mm,內(nèi)孔按成品尺寸留余量3mm,工件全長留余量4mm。切削參數(shù)為:切削速度vc=130~200m/min,進給量f=0.3~0.4mm/r,背吃刀量ap=3~5mm。使用冷卻液充分冷卻。
(3)淬火。淬火溫度880℃,保溫1~1.5h,油冷20~80℃ 8min,回火460~500℃,保溫1.5~2h,抗拉強度1100~1200MPa。
(4)粗車內(nèi)徑。使用數(shù)控機床的液壓卡盤上的扇形卡爪,在機床上進行自車,使得卡爪的弧形與工件外圓完全吻合,保證裝夾后卡爪的扇形面與工件完全接觸。內(nèi)孔按成品尺寸留余量2mm,切削參數(shù)為:切削速度vc=130~150m/min,進給量f=0.3~0.4mm/r,背吃刀量ap=3~5mm。
(5)粗車外形。粗加工采用數(shù)控機床,由于原材料為薄壁管料,采用兩層包裹式夾具,最外層彈性夾瓦為高強度彈案鋼65Mn,熱處理后硬度可達50~55HRC,夾瓦外表面熱處理后再在磨床上精加工,表面粗糙度值Ra可達0.8μm,保證磨削后的尺寸完美契合工件內(nèi)孔。刀具刀尖圓弧為R0.4mm。粗加工的加工余量在直徑方向上為1.5~2mm,端面為2~3mm。切削參數(shù)為:切削速度vc=130~150m/min,進給量f=0.2~0.3mm/r,背吃刀量ap=1.5~2mm。
如圖1-23所示,兩層包裹式夾具包括第一法蘭盤1、螺釘2、第一夾具體3、螺釘4、脹瓦5、脹塊6、第一拉心7、脹圈8和第一擋板9。

圖1-23 兩層包裹式夾具實施結構
1—第一法蘭盤 2—螺釘 3—第一夾具體 4—螺釘 5—脹瓦 6—脹塊 7—第一拉心 8—脹圈 9—第一檔板
第一法蘭盤1后端與機床主軸相連接,前端通過螺釘2連接第一夾具體3,夾具體從后向前為直徑漸小的圓錐面,第一拉心7設置在夾具體內(nèi)通過機床主軸帶動其前后運動。在第一夾具體3外裝有脹塊6,脹塊內(nèi)表面與夾具體外圓錐面相匹配,脹塊外表面為圓柱面,脹塊6前端通過第一擋板9與第一拉心7固定連接,在脹塊6上固定2個脹圈8,在脹圈8上套有脹瓦5,脹瓦5通過螺釘4連接在第一夾具體3上。
將工件套在脹瓦5上,靠緊定位,第一拉心7帶動第一擋板9拉動脹塊6向主軸方向運動,同時通過滑動使脹瓦5脹緊,夾緊工件。
采用該夾具加工精度可達0.07~0.10mm,適用于工件壁厚為7~9mm的大批量工件的外形半精加工工序或精度要求不高的工件的最終外形加工工序。
(6)半精車外徑。如圖1-24所示,半精車外徑采用數(shù)控機床,使用碟簧夾具,通過第二拉心4的軸向拉力,使碟簧5產(chǎn)生受力變形后,使碟簧的外徑產(chǎn)生0.3~0.5mm穩(wěn)定、可靠的彈性圓周變形均勻地作用在工件內(nèi)腔的表面上,夾緊工件。工件的變形小,且為彈性變形。切削參數(shù)為:切削速度vc=130~150m/min,進給量f=0.15~0.2mm/r,背吃刀量ap=0.5~1mm。

圖1-24 碟簧夾緊夾具實施結構
1—第二法蘭盤 2—螺釘 3—第二夾具體 4—第二拉心 5—碟簧 6—保護套 7—第二擋板 8—密封圈
碟簧夾具包括第二法蘭盤1、螺釘2、第二夾具體3、第二拉心4、碟簧5、保護套6 .第二擋板7和密封圈8。
第二法蘭盤1的一端與機床主軸相連接,另一端通過螺釘2連接了第二夾具體3,在第二夾具體中通過滑動配合安裝了第二拉心4,第二拉心一端與主軸油缸相連,另一端連接了第二擋板7,在第二擋板上面安裝了密封圈8,碟簧5與保護套6交替穿插在拉心上,位于第二夾具體另一端與第二擋板之間。保護套保護了第二夾具體與第二拉心,同時可以調整碟簧的夾緊位置,夾緊寬度,保護薄壁筒形件內(nèi)腔的受力面積與接觸點位置。碟簧的厚度和開口數(shù)量及尺寸,根據(jù)在夾具中的位置,通過試驗進行調整。碟簧為多點圓周接觸。將薄壁筒形件套在夾具上,開口端靠緊夾具體的定位面,油缸帶動拉心使碟簧夾緊工件,完成裝夾,開始加工。加工完成后取下工件即可。
該夾具加工精度可達0.05~0.07mm,適用壁厚大于6mm的大批量工件的外形精加工工序,或是高精度工件外形的半精加工。
(7)時效。人工時效200℃,保溫24h。
(8)精車外形。精車外徑使用數(shù)控機床或車削中心,采用彈性氣囊夾具,充氣氣囊本身具有彈性,氣囊撐緊力均勻地作用在薄壁工件上,氣囊彈性力的大小可以用安全閥設定,氣囊撐緊力的大小根據(jù)薄壁工件的壁厚和強度,以及切削力的大小情況進行調節(jié),切削參數(shù)為:切削速度vc=150~180m/min,進給量f=0.1~0.15mm/r,背吃刀量ap=0.1~0.2mm。
如圖1-25所示,彈性氣囊夾具包括第三法蘭盤1、螺釘2、第三夾具體3、氣囊4、安全閥6、快速放氣閥7、定位擋環(huán)8、帶單向閥的快換管接頭9。

圖1-25 彈性氣囊夾具實施結構
1—第三法蘭盤 2—螺釘 3—第三夾具體 4—氣囊 5—工件 6—安全閥 7—快速放氣閥 8—定位擋環(huán) 9—快換管接頭
第三夾具體3通過螺釘2固定在機床上第三法蘭盤1上,把氣囊4裝在第三夾具體3上,氣囊的各個連接管接頭放入夾具體相應的定位孔中,把定位擋環(huán)8安裝在第三夾具體3上,安全閥6、快速換氣閥7安裝在第三夾具體上相應的定位孔中并和氣囊的相對應管接頭相連,帶單向閥的快換管接頭9從定位擋環(huán)的定位孔中穿過并和氣囊管接頭相連,檢查各接頭進行氣密性測試,將工件5裝在第三夾具體的定位臺和定位擋環(huán)的定位面上,實現(xiàn)對薄壁工件的定位,通過帶單向閥的快換管接頭對氣囊進行充氣,通過安全閥設定氣囊的空氣壓力,充氣結束后在氣囊的彈性力作用下把工件撐緊,實現(xiàn)對工件的夾緊,加工鋼管類薄壁工件。檢測工件,調整氣囊壓力,工件加工結束后拉動快速放氣閥手柄,對氣囊進行放氣,達到圖樣要求后,卸下工件,檢測合格后,開始批量加工。
該夾具加工精度可達0.02mm以內(nèi),適用于壁厚2~5mm鋼管類的大批量高精度工件的外形精加工工序。
(9)精車內(nèi)徑。把精車外形后的工件放入半開式夾具中,夾具的內(nèi)孔直徑與工件外圓直徑基本一致,鎖緊螺釘錐面和壓蓋的斜面相互接觸,旋緊螺釘,壓緊工件,旋緊力的大小不要過緊,根據(jù)薄壁工件的壁厚和強度及切削力的大小情況進行調節(jié),對內(nèi)孔進行精加工。切削參數(shù)為:切削速度vc=150~180m/min,進給量f=0.1~0.15mm/r,背吃刀量ap=0.1~0.2mm。
如圖1-26所示,半開式夾具包括第四法蘭盤1、螺釘2、第四夾具體3、定位器4、轉軸5、壓蓋6、鎖緊軸7、彈簧8。

圖1-26 半開式夾具實施結構
1-第四法蘭盤 2-螺釘 3-第四夾具體 4-定位器 5-轉軸 6-壓蓋 7-鎖緊軸 8-彈簧
第四法蘭盤1后端通過螺釘2固定在機床上,前端與第四夾具體3固定在一起,第四夾具體3前部開有一定長度的半圓弧槽,壓蓋外形與該半圓弧槽匹配并安裝在工具內(nèi), 與夾具體形成一體夾緊筒類工件的內(nèi)孔,壓蓋固定端通過轉軸5與夾具體轉動連接,活動端通過鎖緊軸7與夾具體鎖緊,固定端和活動端均與中心軸線平行,壓蓋6通過轉軸5固定在夾具體4上,轉軸相對于壓蓋的轉軸孔和第四夾具體的定位孔間隙控制在0.05mm以內(nèi),使壓蓋能夠通過轉軸在第四夾具體上做自如開合旋轉動作,鎖緊軸中部設有帶錐度的圓錐面,與壓蓋上的鎖緊孔斜面一致。通過旋緊鎖緊軸,鎖緊軸的小錐度圓錐面向內(nèi)移動和壓蓋的鎖緊孔小錐度斜面接觸,壓緊壓蓋,達到壓緊淬火薄壁筒類工件的功能。在壓蓋活動端面與夾具體相接處端面間設有彈簧,松開鎖緊軸后可以彈開壓蓋,定位器4一端與機床主軸連接,另端穿過法蘭盤,位于夾具體后部的中心孔內(nèi),用于定位圓筒形工件。
圖1-27為壓蓋各角度視圖。

圖1-27 壓蓋剖視圖
使用前將整套夾具裝配后固定在使用機床上,第四夾具體和壓蓋前后端面加一薄墊片,使夾具體和壓蓋之間有一定縫隙,旋轉鎖緊軸,在使用機床上進行整體加工。夾具夾緊工件的定位孔,加工到所裝夾的淬火薄壁筒類工件外徑公差的最大極限尺寸,達到夾具裝夾工件的定位精度和裝夾接觸面積。松開鎖緊軸,在彈簧的作用下,彈開壓蓋完成薄壁筒類工件的裝卸。旋緊鎖緊軸的力的大小根據(jù)加工淬火薄壁筒類形件的切削力大小,進行適當調節(jié)。
加工精度及幾何公差可達0.01~0.03mm,適用于壁厚5~7mm的大批量、高精度工件的內(nèi)孔精加工工序。
采用工作狀態(tài)下修磨定位夾緊面兩層包裹式夾具定位夾緊方法,脹緊力直接作用在夾緊的工件上,被夾緊的薄壁淬硬件容易產(chǎn)生變形。在設計夾具時,采用脹瓦的定位夾緊面上,包裹了用于吸收部分脹緊力,使得夾緊力更均勻地作用在加工工件定位夾緊面的第二層夾套內(nèi),在使用兩層包裹式夾具前施加外力調整拉心,使夾具脹瓦產(chǎn)生變形,作用在第二層夾套上,并產(chǎn)生變形達到工作狀態(tài),在工作狀態(tài)下,對第二層夾套定位夾緊面進行修磨,加工到所脹緊工件內(nèi)孔略小尺寸,在外力消除后,第二層脹套產(chǎn)生變形、脹套直徑縮小,在使用過程中所加工的工件可方便地裝夾到脹瓦上,在加工過程中采用工作狀態(tài)下修磨定位夾緊面的兩層包裹式夾具,第二層夾套脹緊后的尺寸和所裝夾的工件尺寸基本一致,接觸面積大,第二層夾套吸收部分夾緊力,使夾緊力均勻作用在裝夾工件上,變形較小。可以保證產(chǎn)品的加工質量。
因為碟簧是均勻開口的,在液壓類氣動夾緊力的作用下。使碟簧產(chǎn)生的較小彈性變形均勻作用在裝夾工件表面上,實現(xiàn)工件定位和夾緊。工件產(chǎn)生的變形小,定位精度高。
對于精度高、精加工余量小、工件壁厚小于4mm強度高的薄壁零件,采用彈性氣囊夾具。氣囊本身具有彈性。所產(chǎn)生的夾緊力均勻地作用在夾緊工件的圓周表面或軸向端面上,所產(chǎn)生的夾緊力小于工件的變形力,夾緊力應大于切削力。
薄壁零件公差小,內(nèi)孔止口加工中故采用半開式夾具,相對于液壓和氣動夾具裝置,該機械類半開式夾具的夾緊力相對較小,并且可根據(jù)切削力大小進行調整。半開式夾具的夾緊定位內(nèi)孔尺寸,在夾緊的狀態(tài)下,整體加工到裝夾工件的最大極限尺寸。在裝夾工件時,裝夾面積大夾緊力均勻作用在所夾緊的工件上,夾緊所產(chǎn)生的變形小。滿足了較高精度薄壁淬硬件內(nèi)孔加工的要求。
有益效果:本操作法采用的加工工藝保證了加工精度。在不同加工階段,通過采用各種夾具,實現(xiàn)了薄壁淬硬件的定位夾緊,并解決了薄壁淬硬件在夾緊力作用下產(chǎn)生的變形問題。
六欣卡盤世界,專注卡盤行業(yè)十幾年,主要代理經(jīng)銷進口液壓卡盤 、氣動卡盤、手動卡盤、回轉油缸以及硬爪軟爪等配件;公司成立至今服務企業(yè)超10000+客戶,公司自有資深技術工程師,擁有豐富的實踐經(jīng)驗,可需求非標定制各類型夾具。